 Anwenderbericht
AnwenderberichtEinbaufertige Entnahmeeinheit für empfindliche Spritzgussteile der neuen C-Klasse
Höchstempfindliche Teile bei der Entnahme aus einem Spritzgusswerkzeug wie rohe Eier zu behandeln, war eine der Herausforderungen, vor die Gimatic bei dieser Applikation aus der Automobilfertigung gestellt wurde: Der Automobilzulieferer Fischer Automotive Systems benötigte für die Fertigung der Lüftungsdüsen der neuen Mercedes-Benz C-Klasse von Daimler eine Entnahmeeinheit. Die soll die Einzelteile für täglich 15.000 Bauteile bei der Entnahme aus der Spritzgussmaschine vor unerlaubten Zugriff schützen und dabei eine präzise Rundheit gewährleisten.
4.000.000 solche Lüftungsdüsen sollen so in sechs Jahren bereitgestellt werden. Da verwundert es nicht, dass dem Qualitätsanspruch und der Ausschussminimierung besondere Bedeutung beigemessen wird. Die Fischer Automotive Systems GmbH & Co. KG in Horb a. N. zählt als einer von vier Geschäftsbereichen zur Unternehmensgruppe Fischer mit Sitz in Waldachtal, Kreis Freudenstadt. Weltweit 4150 Mitarbeiter haben hier im Jahre 2013 einen Umsatz von 633 Millionen Euro erwirtschaftet. Das Familienunternehmen ist mit 42 eigenen Gesellschaften in 31 Ländern vertreten und exportiert in über 100 Länder. Die Sparte Automotive liegt nach Umsatz und Größe an zweiter Stelle in der Gruppe und produziert am Standort Horb sowie in Tschechien, China und den USA hochwertige Innenraumkomponenten für alle namhaften Automobilisten, darunter Lüftungsdüsen, Getränkehalter oder Halterungen für Navigationssysteme. Dazu ist eine hohe Kompetenz in der Kunststoffverarbeitung nötig, die Waldemar Schander, Mitarbeiter AV/Planung Task force Spritzgusscenter, anhand dieser Applikation bei der Herstellung von jeweils sechs Lüftungsdüsen für die neue C-Klasse unter Beweis stellt.
Absolutes Berührungsverbot
Nun sind diese sichtbaren Bauteile natürlich nicht so empfindlich, dass die reine Berührung gleich Kratzer verursacht. Ganz anders verhält sich das aber im 80° bis 90 °C warmen Zustand, in dem sich die Teile befinden, wenn sie aus dem Spritzgusswerkzeug kommen. Hier gilt absolutes Berührungsverbot, denn selbst der kleinste Fingerabdruck mindere die Qualität, so Waldemar Schander. Bei der Bewältigung des hohen Entnahme- und Ablagepensums dieser Spritzgussteile helfen 7 Roboterhände der Gimatic Vertriebs GmbH aus dem nahen Bodelshausen. Die Entnahme von jeweils vier Teilen sowie der Angüsse und schließlich das Ablegen in Trays dauert jeweils eine halbe Minute. „Gimatic hatte uns aus unserer Sicht das beste Konzept für die Greiferlösung vorgestellt“, begründet Waldemar Schander die Zusammenarbeit. „Besonders hinsichtlich Verdrücken und der Möglichkeit, unterschiedliche Durchmesser mit nur einem Greifer zu handeln, konnten uns andere Anbietern nicht bieten.“Der Entnahmeprozess geschieht dabei folgendermaßen: Im Werkzeug werden vier Teile gleichzeitig spritzgegossen. Der Spritzzyklus beginnt mit dem Erhitzen des Granulats. Anschließend wird diese 300 °C heiße Spritzmasse in die verhältnismäßig kalte Form mit einer Temperatur von 90 °C eingespritzt. Dort erhält der Kunststoff seine Geometrie. Nach dem Abkühlen auf 90 °C werden die Teile über einen hydraulischen Auswerfer entformt. Der Entnahmegreifer, bestehend aus vier Großhubgreifern, fährt ins Werkzeug und holt sich die Teile heraus. Insgesamt können auf einer Maschine sieben verschiedene Teile mit unterschiedlichen Durchmessern spritzgegossen werden. Gefertigt werden Blenden, Rosetten und Kugelvorderteile in den Abmessungen zwischen 68 bis 74 mm Durchmesser. Sie werden später zu den Lüftungsdüsen montiert, die schließlich alle ihren Platz im Sichtbereich des Fahrzeugs finden. „Unsere Greifer können in dieser Durchmesserdifferenz variieren“, sagt Johannes Lörcher, Geschäftsführer der Gimatic Vertrieb GmbH. „Zudem sind sie im Verhältnis zu Baugröße und Hub um etwa 25 Prozent kleiner und leichter als die Mitbewerberprodukte“, so Lörcher. Nach der Entnahme bewegt sich der Greifer zur Ablageposition. Dort warten über ein Förderband zugeführte Trays auf eine nicht ganz einfache Ablageprozedur. Die Trays werden anschließend direkt zur Düsenmontage gebracht, wo die Bauteile vor Ort, ohne weiteren Einflüssen ausgesetzt zu sein, entnommen werden.
Ausgetüftelte Entnahmeeinheit
Für die Flexibilität der Entnahmestation sorgen Großhub-Parallelgreifer der Baureihe SZ, die flach bauen und große Hübe von 2 x 6 mm fahren können. So ermöglichen sie, dass das ganze Teilespektrum mit einem Greifer aufgenommen und abgelegt werden kann. „Der Mechanismus, der die flache Bauform des Großhubgreifers und seinen großen Hub ermöglicht, ist übrigens patentiert“, meint der Geschäftsführer. Doch wie greift ein Greifer ohne anzufassen? Besonders ausgeformte Formbacken gestatten es, die Teile innen zu greifen. „Dieses konstruktiv auszuführen, war schon eine Tüftelei und Fleißarbeit“, erinnert sich der Geschäftsführer. „Die Störkonturen, die bei der Größe des Teilespektrums beim Aufnehmen und Ablegen ausgeschaltet werden mussten, haben uns besonders herausgefordert“, beschreibt Lörcher den Weg zum Ziel, auf dem auch noch die Zeit sehr knapp bemessen war. Vom Erstkontakt bis zur Serienreife vergingen gerade nur vier Monate.Ebenso ausgeklügelt ist die Ablageprozedur in die Trays, für die aufgrund der unterschiedlichen Größen und Formen gleich 14 Ablageprogramme erarbeitet werden mussten. Die Kompliziertheit ergibt sich daraus, dass nicht jeder der vier Greifer jede Stelle im Tray erreicht. Bei der Teileerkennung, ob der Platz schon belegt oder noch frei ist, hilft ein eingebauter Sensor, der auch Alarm schlägt, wenn sich noch ein Teil beim Wiedereinfahren ins Werkzeug auf dem Greifer befinden sollte. So wird zuverlässig eine Kollision verhindert.
Der gefederte Anguss-Greifer zur Entnahme der später überflüssigen Angüsse, die beim Spritzgussvorgang erforderlich sind, ist mit einem Druckminderventil ausgestattet und damit selbsteinstellend. Alle Greifer sind dabei einzeln ansteuerbar und fest auf der Platte verstiftet.
Glanzvolles Ergebnis aus örtlicher Nähe
„Bei dieser Anwendung kam es besonders darauf an, dass wir die empfindlichen Hochglanzoberflächen am besten kontaktlos aus dem Werkzeug entnehmen und ablegen“, beschreibt Waldemar Schander das Pflichtenheft. Das konnte der Greiferspezialist durch das Aufnehmen der Teile im inneren, nicht sichtbaren Bereich gewährleisten. Dieser Bereich wird zudem durch die Ausführung der Greiferbacken in Hartkunststoff geschützt.Die Rundheit der Bauteile während der Entnahme beizubehalten, war eine weitere Schwierigkeit, sprich die Teile dürfen beim Entnehmen nicht verdrückt werden. Zwischen Kugelvorderteil, Rosette und Blende gibt es Spaltbilder, die übereinander passen müssen, weil sie später im montierten Zustand übereinander liegen. Dafür müssen sie in einem Toleranzbereich mit ±0,2 mm Rundheit gefertigt werden. Die Einhaltung dieser Toleranzen wurde durch eingebaute Druckminderer und die spezielle Greiferbacken-Geometrie sichergestellt.
Während der Entwicklungsphase zeigte sich, dass beide Unternehmen sehr flexibel sind. Durch die kurze zur Verfügung stehende Zeit gingen die Entwicklungen von Montage- und Werkzeugkonzept, Greifereinheit und Trays gleichzeitig vonstatten. „Die Abstimmungen mit Gimatic hat hervorragend funktioniert, Optimierungswünsche wurden vor Ort besprochen und rasch umgesetzt“, sagt Waldemar Schander, der die örtliche Nähe für eine schnelle und zielgerichtete Lösungsfindung als sehr wertvoll erachtet. Das ganze Entnahmekonzept habe übrigens einen großen Anteil am Gesamterfolg, wenn man bedenkt, dass 15.000 Teile täglich zuverlässig zu produzieren sind.
Vielversprechendes Zukunftsgeflüster
Und was bringt die Zukunft für die neuen Partner? Gleich zwei weitere solche Greiferlösungen finden im neuen Fischerwerk in Tschechien Einsatz und werden direkt von der dortigen Gimatic-Niederlassung bedient. „Außerdem erarbeiten wir gemeinsam sechs kleinere Projekte mit Greifersystemen, -komponenten sowie ein mittelgroßes Projekt über eine Wendestation“, freut sich Lörcher, der beim Rundgang durch die Fertigung noch viele weitere Anwendungen für seinen Greiferbaukasten vor dem Hintergrund Automatisierung um die Kunststoffspritzmaschine entdeckt.„Mit unserer jetzt kompletten Mechatronikserie sind wir zudem in der Lage, fast alle Anwendungen elektrisch auszuführen, was sicherlich für künftige Lösungen interessant ist“. Lörcher bedauert in diesem Zusammenhang aber, dass sich kein Anwender die Mühe macht, die höheren Kosten für mechatronische Produkte den höheren Kosten für den Druckluftaufwand gegenüberzustellen. Dennoch, er sieht die Zukunft druckluftfrei.
Zitate:

Waldemar Schander, Mitarbeiter AV/Planung Task force Spritzgusscenter, Automotive Systems GmbH & Co. KG: „Bei dieser Anwendung kam es besonders darauf an, dass wir die empfindlichen Hochglanzoberflächen am besten kontaktlos aus dem Werkzeug entnehmen und ablegen“.

Johannes Lörcher, Geschäftsführer Gimatic Vertrieb GmbH: „Mit unserer jetzt kompletten Mechatronikserie sind wir zudem in der Lage, fast alle Anwendungen auch elektrisch auszuführen, was sicherlich für künftige Lösungen interessant ist“.
Bilder:
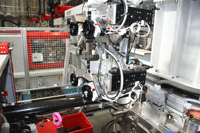
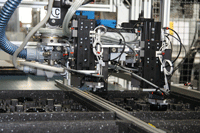
Bild oben: Die einbaufertige Entnahmeeinheit entnimmt 4 Teile gleichzeitig aus dem Spritzgusswerkzeug.
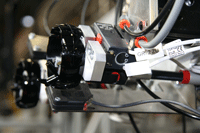
Damit die Hochglanzoberflächen, die später im Sichtbereich des Autos verbaut werden, nicht beschädigt werden, erfolgt das Greifen der Teile von innen.
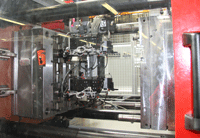
Entnahmeeinheit beim Herausnehmen der 90 °C warmen Teile aus dem Spritzgusswerkzeug.
Das Befüllen der Trays erforderte 14 Entnahmeprogramme, weil nicht jeder Greifer jede Position erreicht.
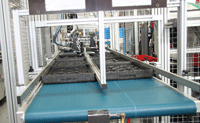
Die Zuführung der Trays erfolgt automatisch.

Lüftungsdüse für die neue Mercedes-Benz C-Klasse von Daimler

Waldemar Schander (l.) findet die räumliche Nähe beider Unternehmen wichtig. Optimierungswünsche können so vor Ort besprochen werden; rechts im Bild Johannes Lörcher.
Download: Texte Bilder
Kontakt:
Gimatic Vertrieb GmbH
Linsenäcker 18
72379 Hechingen
Tel.: 07471/96015-0, Fax: 07471/96015 19
E-Mail: Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!, Web: www.gimaticvertrieb.de
Bei Veröffentlichung erbitten wir je ein Belegexemplar.
Pressebüro: Presse Service Büro GbR, Staffelbergstraße 12B, 91077 Neunkirchen am Brand, Tel.: 09134/708 2262