 Anwenderbericht
AnwenderberichtGreifer und Deckelschließanlage plug-and-play zu Bowler Plastics nach Südafrika
Der globale Wettbewerb macht auch vor Südafrika nicht halt und fordert zunehmende Automatisierung. Im Zuge dessen automatisierte Bowler Plastics zwei ARBURG Spritzgussmaschinen und beendet so das eintönige manuelle Verschließen von Verschlusskappen aus Kunststoff für Lebensmittel- oder Kosmetikflaschen. Dank der Greifersysteme und des Deckelschließautomaten von Gimatic gehört diese monotone arbeitsintensive Tätigkeit jetzt der Vergangenheit an.
Nicht mal ein Jahr ist vergangen, nachdem die Firma ARBURG eine Anfrage für eine Kundenanwendung der südafrikanischen Bowler Plastics (Pty) Ltd. aus Kapstadt bei der Gimatic Vertrieb GmbH in Hechingen stellte. „Wir erstellen unsere Angebote dann immer sehr zeitnah, damit wir diese nicht verlieren. Denn unsere Kunden benötigen die angefragten Produkte in der Regel schnellstmöglich,“ beschreibt Jens Reinfrank, Projektierung Systemtechnik bei Gimatic die Umgangsweise in der Angebotsphase. Nur einen Monat später besuchte Friedel Sass, CEO von Bowler Plastics den Stand von Gimatic auf der Kunststoffmesse K. Prompt erteilte er noch auf der Messe den Auftrag über die Entwicklung und Produktion von sechs Entnahmegreifern und zwei Deckelschließautomaten für Verschlusskappen.
Kunststoff made in South Africa, Spritzgussmaschine made in Germany
Das 1972 gegründete Unternehmen startete mit einer ARBURG Maschine die Produktion von Plastikteilen. Heute erzeugt Bowler Metcalf als Gruppe mit circa 800 Mitarbeitern in vier Einzelunternehmen über 500 Millionen Teile pro Jahr u. a. per Spritzguss, Seidensiebdruck, Digitaldruck oder Schlauchextrusion für über 200 Kunden. Große Referenzen sind beispielsweise Revlon, Johnson & Johnson, SCJ, Unilever und Tiger Brands. Und so ist Bowler indirekt global tätig, auch wenn die Produkte oft erst über den Endkunden die ganze Welt erreichen. Ein Bereich der Gruppe ist die Bowler Spritzgussabteilung, in der 320 Millionen Spritzgussteile auf mittlerweile 54 Spritzgussmaschinen hergestellt werden. „Unser Hauptaugenmerk liegt auf der Versorgung der Kosmetik- und Haushaltsindustrie, auch wenn wir für alle Hartkunststoffprodukte offen sind“, sagt Wayne Knutsen, Leiter Spritzgussfertigung bei Bowler Plastics. CEO Friedel Sass ist übrigens deutscher Abstammung und legt daher viel Wert auf Maschinen ‚made in Germany‘. Und so kommen 49 Maschinen aus dem Hause ARBURG.Eintönige fehleranfällige Arbeit sucht Automatisierungslösung
Bisher hat in der Anwendung ein Maschinenbediener ohne Unterlass die von der Spritzgussmaschine ausgeworfenen Verschlusskappen (Fliptops) von Hand geschlossen. Jeweils vier Deckel kommen gleichzeitig aus der Maschine mit einer Taktzeit von 13 Sekunden. Sechs verschiedene Deckel-Varianten sind dabei möglich. Diese Vorgehensweise war solange wirtschaftlich, bis in letzter Zeit die Lohnkosten gestiegen sind und sich die Produktionsabläufe verlängert haben.“ Also hat sich Bowler dazu entschlossen, diesen Arbeitsgang zu automatisieren. Damit wird künftig auch gleichzeitig das Qualitätsrisiko durch menschliche Fehler ausgeschlossen. Die maßgelbiche Herausforderung war, dabei die Flexibilität des Maschinenbedieners bei verbesserter Qualität und niedrigeren Kosten beizubehalten.„Mit der Automatisierungslösung von Gimatic sollten wir unsere vorhandenen 3D Negativ-Formteile nutzen können. Zudem sollte sie einfach und prozesssicher sein“, beschreibt Wayne Knutsen das Pflichtenheft. Der Verschlussprozess lässt sich nun mit relativ wenig Verlust in der Zykluszeit automatisieren, die meist etwa eine Sekunde beträgt. Das sei ein kleiner Preis im Vergleich zum großen Benefit, den jede einzelne Kappe liefert: „Die Fliptops werden sofort und im selben Zeitrahmen aus der Maschine entnommen, wodurch sich die Thermostabilität verbessert und der Ausschuss verringert“, so Wayne Knutsen zum Ergebnis. Und die Maschine sei nun viel effizienter als ein Mitarbeiter, wenn man bedenkt, dass sie 24 Stunden an 7 Tagen in der Woche produziert. Basierend auf Lohnkosteneinsparungen schätzt Bowler, dass sich die Investition in etwa sieben bis zwölf Monaten amortisiert hat – ohne die Einsparungen infolge reduzierter Ausschüsse und die Steigerung der Kundenzufriedenheit zu berücksichtigen.
„Wir hatten bis dato nur wenig Erfahrung mit solch einer Deckelschließanlage. Zudem wollte Bowler damit sechs verschiedene Deckeltypen abdecken“, umschreibt Jens Reinfrank die Herausforderung für Gimatic bei dieser Anwendung. Zudem sitzt das Unternehmen quasi nicht um die Ecke. „Viele unserer Kunden befinden sich in unserer Nähe, so dass wir so oft es nötig ist, vor Ort sein können“, gibt Jens Reinfrank zu bedenken. Und da dies hier gar nicht gegeben war, erfolgte die komplette Auftragsabwicklung vom Angebot bis zur Inbetriebnahme aus der Ferne.
Arbeitsablauf: Greifen-Transportieren-Ablegen-Schließen
„Die verschiedenen Verschlusskappen müssen sofort nach Entstehen aus der Spritzgussmaschine entnommen werden, damit die Scharniere während des Erkaltens nicht brechen und das Plastik nicht zusammenschrumpft. Denn sonst würden die Deckel in der Anwendung später nicht dichthalten“, beschreibt Wayne Knutsen die Anwendung.Die Entnahmeeinheit ist mit vier an die Deckelform angepassten Vakuumgreifern bestückt. Sie entnimmt die gleich ausgerichteten Kunststoffdeckel aus der Spritzgussmaschine und legt diese auf vier entsprechende 3D Negativ-Formteile in der Deckelschließanlage ab. Diese besteht aus zwei synchron laufenden Linearachsen, die je zwei Deckel verschließen. Aus baulichen Gründen wurden die Linearachsen spiegelverkehrt aufgebaut. Daher muss die Entnahmeeinheit während des Entnahmevorgangs die unteren zwei Bauteile drehen, um sie anschließend lagerichtig ablegen zu können. Die Linearachse fährt dann über die abgelegten Deckel. Damit die Deckel nicht beschädigt werden, klappt sie zunächst ein sogenannter Flock um 90 Grad zu, bevor sie ein Pneumatikzylinder anschließend fest zudrückt. Während der Entnahmegreifer wieder ausfährt, um die nächsten Bauteile zu holen, werden die verschlossenen Deckel nacheinander um 180 Grad gedreht und mittels Luftstoß in einen bereitstehenden Behälter ausgestoßen.
Abgestimmt auf jeweils drei Deckel wurden zwei verschiedene Deckelschließanlagen mit jeweils drei Greifern entwickelt. „Um das Umrüsten auf die einzelnen Formate zu erleichtern, haben wir die wenigen Bauteile, die es zu wechseln gilt, farblich markiert“, erklärt Jens Reinfrank. Der Austausch erfolgt sehr einfach: Schrauben lösen, Pneumatik- und Elektrik-Stecker lösen und schon kann die komplette Einheit entnommen werden.
Fast alle Komponenten aus dem eigenen Portfolio
Die beiden Systeme wurden fast ausschließlich mit Gimatic-Komponenten aufgebaut. So wurden die Bauteile des Entnahmegreifers wie Vakuumsauger, gefederte Aufhängungen und das Schnellwechselsystem „MSI-A41“ am hauseigenen Profilschienensystem befestigt.Die Deckelschließanlage basiert auf einem Profilrahmengestell und wird über starke Stellfüße am Boden festgeschraubt. Die Druckluftanbindung erfolgt über die Spritzgussmaschine bzw. über das Roboterhandling. Hierfür wurde eine spezielle Schnittstelle in Form einer Ventilinsel generiert. Auch die Steuerung wird von der Spritzgussmaschine übernommen. Für die Linearachsen kommen zwei Lineareinheiten Type LP07 mit zwei Führungswagen zum Einsatz, die über einen Pneumatikzylinder angetrieben werden. Kleine OFC Zylinder fixieren die Deckel auf einer 3D gedruckten Negativform.
Die Zylinder sind mit einem thermisch hochfesten Gummi mit einer hohen Reibeigenschaft ausgestattet, damit das Bauteil beim Schließvorgang nicht verrutscht oder beschädigt wird. Ein OFL Zylinder drückt die Deckel von oben zu. Dafür lässt sich der Druck bauteilabhängig einstellen. RT 25 Dreheinheiten werfen die Deckel schließlich aus. Diese Dreheinheiten haben eine integrierte Luftdurchführung und bauen im Vergleich zu vergleichbaren Produkten am Markt bei gleicher Kraft etwa 20 Prozent kleiner und kosten etwa 30 Prozent weniger. Die ganze Anlage wird durch Magnetsensoren in Kommunikation mit der Spritzgussmaschine abgefragt, ausgewertet und überwacht. „In Bezug auf Schnittstellen und Maschinenrichtlinie haben wir direkt mit ARBURG zusammengearbeitet“, berichtet Jens Reinfrank.
Interkontinentale Zusammenarbeit
Die Verantwortlichen beider Unternehmen sind sehr zufrieden mit der bisherigen Zusammenarbeit: „ARBURG hatte uns in der Zeit der Lösungsfindung für dieses Projekt Gimatic als einen möglichen Partner vorgeschlagen und ein Treffen beider Geschäftsführer Friedel Sass und Johannes Lörcher von Gimatic auf der Kunststoffmesse organisiert. Ab dem Augenblick der Entstehung des Projekts begann eine große Partnerschaft zwischen Bowler und Gimatic, die wir hier außerordentlich schätzen – besonders wegen der großen Unterstützung von Herrn Lörcher und Herrn Reinfrank, beim Finden der optimalen Lösung“, berichtet Wayne Knutsen.Das Gimatic Team hingegen wurde während der Konstruktion umgehend durch ausreichend Information, Daten und Proben von Bowler unterstützt. „Vom ersten Treffen an verliefen die Gespräche konstruktiv und zielorientiert“, bringt Johannes Lörcher, Geschäftsführer der Gimatic Vertrieb GmbH, die Qualität der Zusammenarbeit auf den Punkt. „Das Vertrauen war am Ende sogar so groß, dass die Lieferung gegen Rechnung ohne die sonst üblichen Bank-Akkreditive erfolgte.“
Auch die Inbetriebnahme klappte reibungslos. Man hatte sich in Hechingen schon darauf eingestellt, dazu nach Südafrika zu reisen. Doch war das am Ende gar nicht notwendig. „Wir haben es hier geschafft, ein wirkliches Plug-and-play System zu fertigen. Wir hatten keinen Aufwand nach Afrika zu reisen und diese Maschinen in Betrieb zu nehmen“, resümiert Jens Reinfrank. Die Anlage wurde in Hechingen gefertigt und montiert. William Johnstone, von der Firma Hestico als Vertreter für ARBURG in Südafrika, Colin Jacobs, Maschineneinrichter bei Bowler und Wayne Knutsen haben sie dann vor Ort abgenommen, bevor sie nach Afrika verschickt wurde.
Jens Reinfrank sieht noch sehr viel Potential für weitere Automatisierungen: „Bowler ist scheinbar auf den Geschmack gekommen, wie toll es ist, zu automatisieren. Auch Wayne Knutsn sieht „mit Sicherheit“ weiteres Automatisierungspotential zusammen mit Gimatic: „Wir haben gerade erst mit der Automatisierung von Prozessen begonnen und möchten das Verschlusskappen-Konzept auf andere Spritzgussformen erweitern“. So wurde die Arbeit an einem neuen möglichen Projekt mit Gimatic bereits begonnen, doch in diesem frühen Stadium soll noch nicht allzu viel verraten werden.
Motek Halle 4, Stand 4228
Fakuma Halle A7, Stand 7204
Bilder:
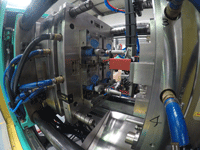
Bild oben: Die Verschlusskappen (blau) müssen noch im warmen Zustand geschlossen werden, damit sie später Flaschen aller Art dicht verschließen.
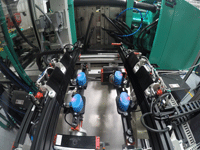
Fast alle Komponenten der Entnahmeeinheit und Greifer stammen aus dem Gimatic Portfolio.
Weil die Verschlussmechanismen spiegelverkehrt aufgebaut sind, muss der Greifer die unteren zwei Kappen während der Zufuhr um 180 Grad drehen.
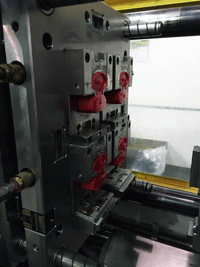
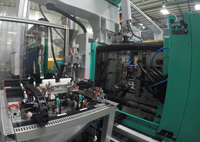
Sechs verschiedene Verschlusskappen können über zwei Greifersysteme gehandelt werden.
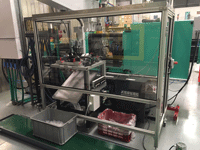
Nach dem Verschließen der Deckel, werden diese über Luftstoß in den Behälter ausgeworfen.
Die Druckluftanbindung erfolgt über eine Ventilinsel, die über die ARBURG Maschine gesteuert wird.
Download: Text Bilder
Kontakt:
Gimatic Vertrieb GmbH
Linsenäcker 18
72379 Hechingen
Tel.: 07471/96015-0, Fax: 07471/96015 19
E-Mail: Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!, Web: www.gimaticvertrieb.de
Bei Veröffentlichung erbitten wir je ein Belegexemplar.
Pressebüro: Presse Service Büro GbR, Strogenstraße 16, 85465 Langenpreising, Tel.: 08 762/73 77 532